深孔鉆削方法
當采用標準麻花鉆、特長麻花鉆鉆削深孔時,一般都采用分級進給的加工方法,即在鉆削過程中,使鉆頭加工一定時間或一定深度后退出工件,借以排除切屑,并冷卻刀具,然后重新進刀或退刀,直至加工完畢。這種加工方法適用于加工直徑較小的深孔,但生產率和加工精度都比較低。
分級進給除了手動控制外,還有自動循環控制,常用以下幾種方法:
當采用各種類型的深孔鉆頭,并配備相應的鉆桿、傳動器、導向系統、切削液輸入器等,在深孔機床上實現一次進給的加工深孔時,有內排屑和外排屑兩種形式,其生產率、加工直線度及表面粗糙度都優于利用麻花鉆采用分級進給的加工方法。
深孔鉆削的注意事項:
1、機床主軸、刀具導向套、刀桿支承套等中心線的同軸度誤差,一般不大于0.02mm。
2、切削液系統要暢通,工作壓力和流量應達到額定值。
3、工件的加工端面上不應有中心孔,端面不可歪斜,避免在斜面上鉆孔。必要時應有引導孔。
4、鉆削中排屑應正常。若發現異常應及時退刀,停檢查。
5、應盡量避免在加工過程中停車。若必須停車,則應先停止進給,將刀具退回一段距離,然后停止油泵,以防刀具被咬在孔中。
6、若鉆孔速度較高,在孔鉆通前,應降低進給量(降為原進給量的1/2),以防損壞鉆頭、損傷工件。
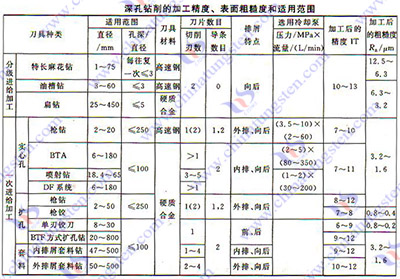
深孔鉆削的加工精度、表面粗糙度和適用范圍
廈門中鎢在線科技有限公司一直致力于生產高質量的硬質合金產品,如果您有任何相關的問題或者詢價,歡迎致信sales@chinatungsten.com, sales@xiamentungsten.com, 或致電:0592 5129696